
气动锚杆钻机钻杆安装锚杆时容易发生操作事故
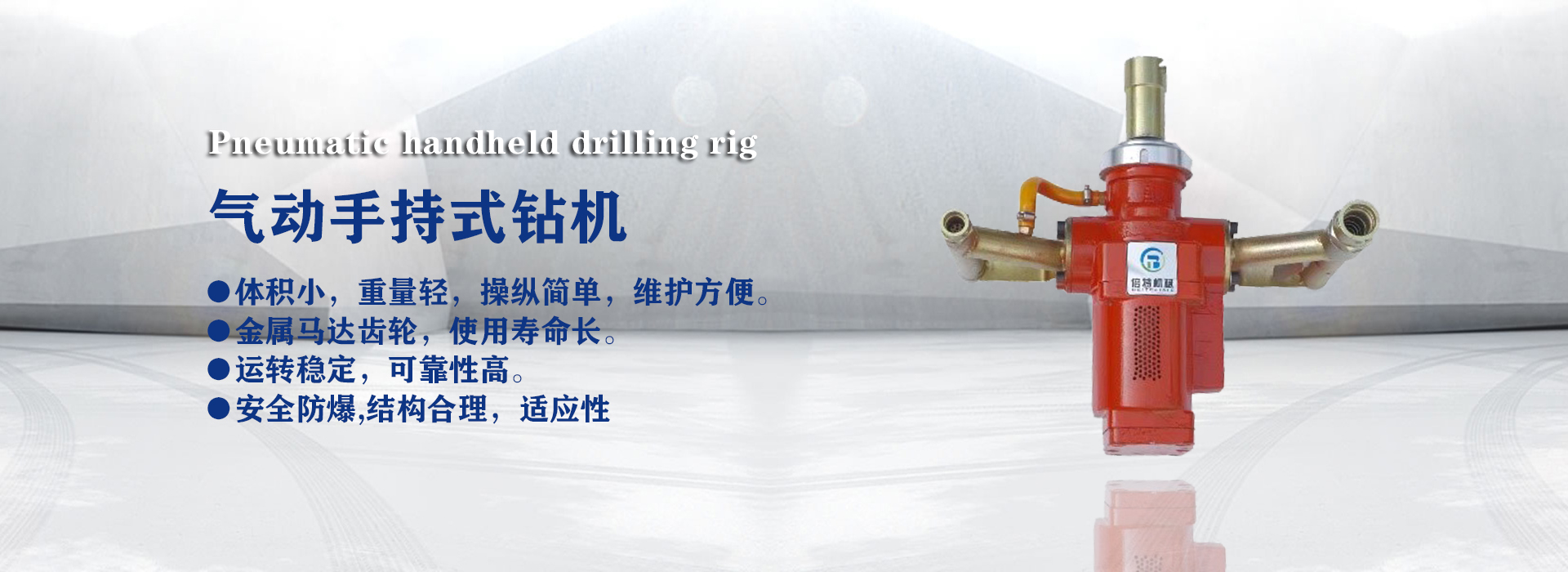
锚杆钻机具有大扭矩、高转速、低噪音的特点,使其广泛适用于不同地质条件、不同的工况环境。精密的回转部分和科学的流量配比使该系列钻机寿命得到保障,人性化的操纵结构设计,使您在使用中更加安全、舒适。另外,串联和并联两种不同的结构形式给您更广阔的选型空间。
气动锚杆钻机适用于顶板硬度≤f10的各种煤巷、半煤岩巷、岩巷的顶板锚护作业,根据煤矿企业的不同需求,气动锚杆钻机可以分别配置B19的六方钻杆和B22的六方钻杆、钻头及锚杆(索)搅拌器完成顶板锚护作业,是集钻孔、搅拌、安装于一身的锚护工具。
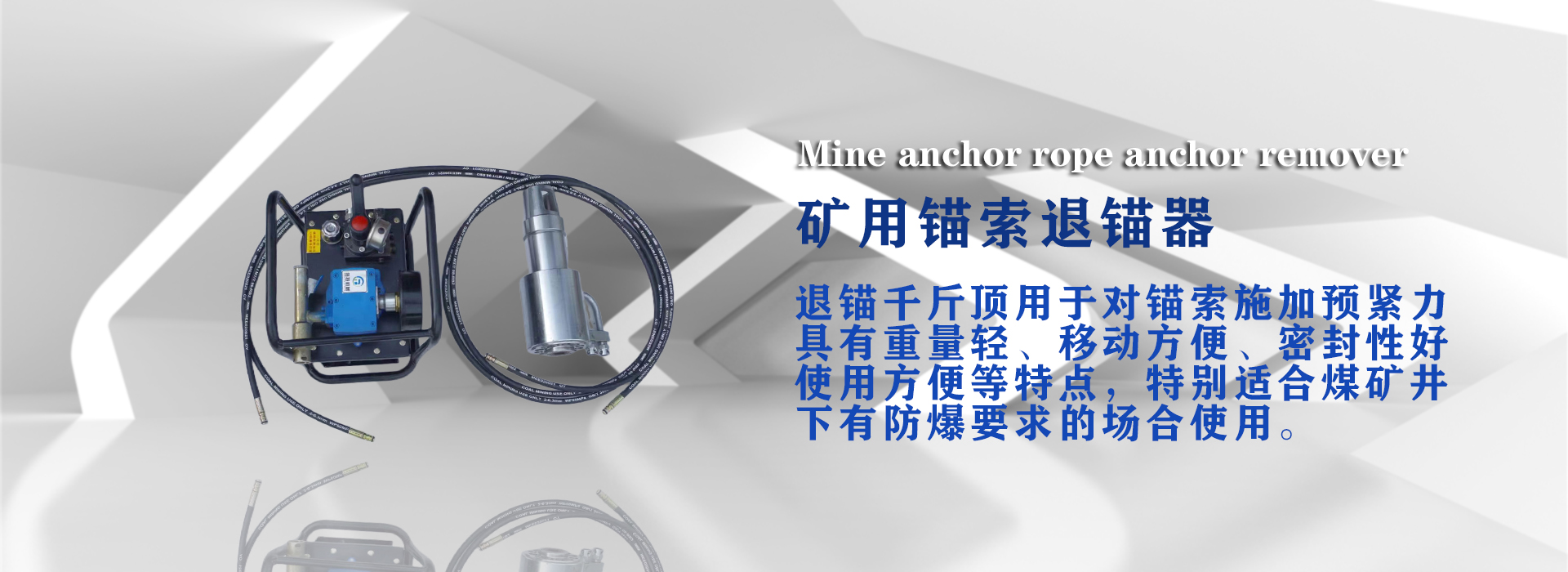
气动锚杆钻机钻杆安装锚杆时容易发生操作事故,因为操作者可以感受到的转堵力矩,操作者站立姿势应该正确,在气动锚杆钻机转堵时要清楚操纵臂向哪边甩(向左甩),要按照正确的程序安装钻杆。气动锚杆钻机钻孔后,将钻杆从六方套中拔出,插入锚杆搅拌器,将锚杆总成带螺母的一端插入锚杆搅拌器中。将树脂包放入孔中,然后用锚杆总成不带螺母的一端顶住树脂包并送入孔底。矿用防突钻机主要用在钻探测地质构造煤层探水探瓦斯孔、煤层注水孔和卸放压力孔,也可用于煤巷及半煤巷侧帮的锚杆支护、迎前打爆破孔、锚杆的搅拌及螺母的安装。
复合片钻头的焊接方式采用中频感应加热与氧-乙炔加热相结合的方式好。焊接时,将复合片钻 头的体放到感应线圈里面,并且需要焊接的部分都要均匀的覆盖焊剂,然后就可以打开焊机加 热。
一般的加热功率在10到15kw,这时候一定要注意复合片钻头的上下移动,这样才可以加热均匀 。等到金刚石复合片钻头整体的温度达到600°左右的时候就可以点燃焊枪了,并且迅速把焊料 放置各个孔中,然后用镊子将金刚石复合片一一摆上开始焊接,这时用焊枪对准焊孔加热,使 焊料完全熔化,并且金刚石复合片还要与孔完全吻合,这时可以充分转动来确保金刚石复合片 的外圆均匀的沾满焊料,这时候就差不多了。
只需要用镊子对金刚石复合片钻头施加一定的压力,然后迅速撤掉焊枪,让金刚石复合片冷却即可,其实金刚石复合片钻头的焊接并不复杂,主要是个熟练功,中国有句古话“熟能生巧” 用到金刚石复合片钻头的焊接上再合适不过了。